





Aktualności
Pokaż wszystkie

Pracownia Obróbki Plastycznej

Pracownia Obróbki Plastycznej Metali
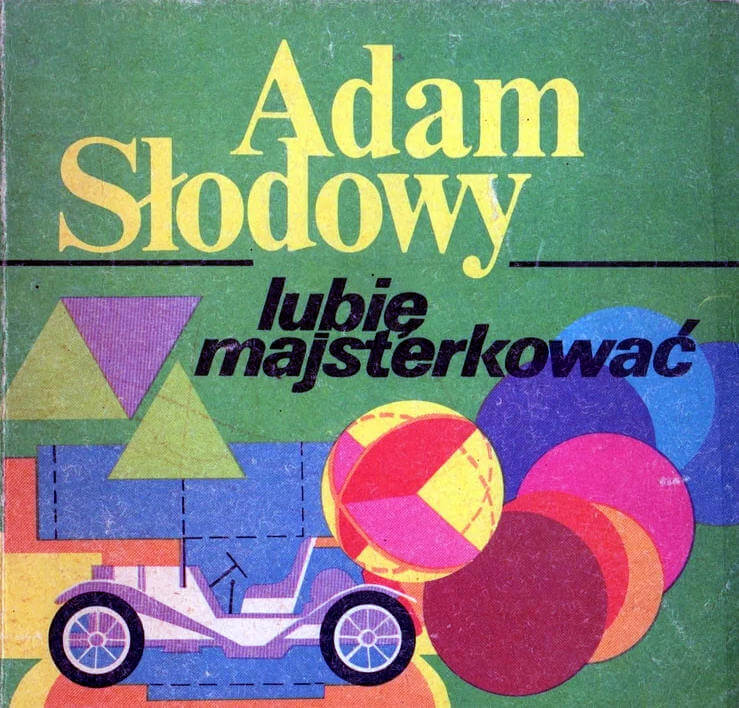
Serwoprasa hydrauliczna HM 442/18 czterokolumnowa górnocylindrowa o nacisku 400 kN
Możliwości badawcze
Stanowisko można wykorzystywać do eksperymentów pozwalających na wyznaczenie siły odkształcenia plastycznego w wybranych procesach technologicznych obróbki plastycznej (wyciskanie, gięcie, kształtowanie wytłoczek, wykrawanie itp.). Charakterystyka: Nominalny skok siłownika dwustronnego działania wynosi 450 mm, a gabaryt przestrzeni roboczej wewnątrz prasy to 550x500x300 mm. Zakres prędkości sterownika wynosi 0,01-20 mm/s z dokładnością do 0,01 mm/s. Procesy kształtowania można wykonać poprzez prace ciągłą w zakresie 0,01-5 mm/s i pracę cykliczną w zakresie powyżej 5 do 20 mm/s. Prasa może pracować w trybie ręcznym i półautomatycznym. Prasa posiada czujniki siły i ciśnienia, serwozawór hydrauliczny oraz akumulator hydrauliczny. Sterowanie elementami prasy jest realizowane poprzez pulpit sterujący. Na stole prasy montowane jest oprzyrządowanie do wybranych procesów obróbki plastycznej.
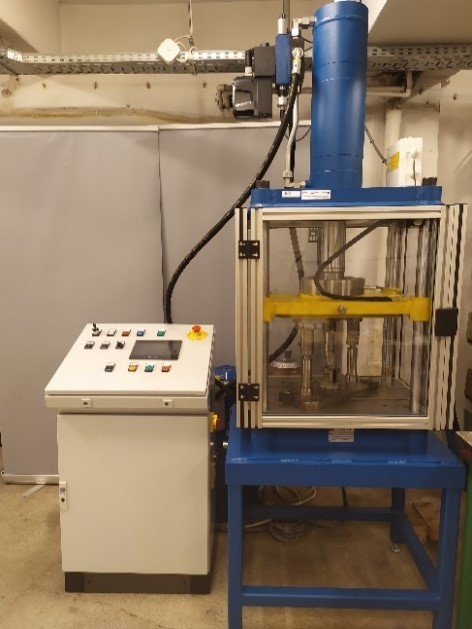
Prasa mimośrodowa typ PMS-50
Charakterystyka
Maszyna może służyć do prowadzenia procesów spęczania oraz kucia wyrobów z metali. Charakterystyka: Prasa mimośrodowa PMS-50, nacisk 50T, skok maks. 80 mm, moc silnika elektrycznego 5,5 kW, ilość obrotów na minutę 1430. Pomorskie Zakłady Budowy Maszyn w Bydgoszczy, rok produkcji 1952r
Prasa mimośrodowa przechylna typ PMP-10

Charakterystyka
Prasa mimośrodowa typ PMP-10, nacisk nominalny 10 ton, skok nastawy 8-70 mm, wysięg 160 mm, ilość skoków na min 145, rozmiar stołu : 320 x 460 mm. Rok produkcji 1959r Częstochowska Fabryka Maszyn i Odl. Żel.
Prasa z wahającą matrycą PXW-100AB

Charakterystyka
Charakterystyka: Prasa obwiedniowa z wahającą matrycą FPA PXW 100 AB została zbudowana przez Warszawską Fabrykę Obrabiarek, Warszawa-Włochy, 1974r. Dane techniczne: - największa średnica wyrobu: 100 mm - nacisk: 160 T - skok: 140 mm - ilość wahań matrycy 200 l/min. - moc silnika głównego: 17 kW - obroty silnika głównego: 3000 l/min. - moc silnika pompy napędu: 10 kW - obroty silnika pompy napędu: 1000 l/min. - moc silnika pompy akumulatora: 0,8 kW - obroty silnika pompy akumulatora: 1500 l/min.
Prasa hydrauliczna PHM 63A

Charakterystyka
Prasa hydrauliczna PHM 63A jest wykorzystywana do procesów kucia matrycowego, można również w zakresie max. siły nacisku 63T prowadzić inne operacje obróbki plastycznej takie jak spęczanie, kucie swobodne jak też wykrawanie. Dane techniczne: - siła prasowania : 63 T - siła otwierania : 33 T - prędkość zamykania : 136 mm/s - prędkość prasowania : 4,3 mm/s - prędkość otwierania : 122 mm/s - skok stołu : 300 mm - przestrzeń robocza (prześwit między stołami) : 600 mm - napęd (dwustopniowa pompa olej. łopatkowa-tłokowa) : PŁN-2c - silnik elektryczny : 4 kW - obroty silnika elektrycznego : 725 obr/min. - maksymalne ciśnienie : 320 kG/cm2, 32 MPa - - niskie ciśnienie : 25 kG/cm2, 2,5 Mpa - czynnik napędowy : olej hydrauliczny H30-50 % i H40-50%
Stanowisko do badań degradacji starzeniowo-zmęczeniowej kompozytów polimerowych

Charakterystyka
Stanowisko wyposażone jest w indywidualny napęd pulsacyjnego układu zasilania hydraulicznego, który służył wymuszeniu odpowiedniego profilu obciążenia w każdej z próbek. Jednocześnie urządzenie zapewnia uzupełnieniu ubytków płynu roboczego w każdej z pięciu sekcji roboczych. Do każdej sekcji roboczej podłączona była jedna próbka badawcza. Zastosowane rozwiązania umożliwiały indywidualną rejestrację parametrów badań (ciśnienia, czasy, liczby cykli obciążenia) oraz programowe przerwy wynikające z założonego programu. Przerwy te pozwalały na prowadzenie badań ultradźwiękowych i termowizyjnych w celu bieżącej, nieniszczącej kontroli stanu materiału. Awaria bądź okresowe, programowe wyłączenie jednej z sekcji badanych rur nie powodowało wyłączenia pozostałych. Takie rozwiązanie dało możliwość pracy w cyklu automatycznym z okresową (dobową) kontrolą wyników badań.
Stanowisko do termowizyjnych badań diagnostycznych

Charakterystyka
Rejestracja charakterystyk zmian temperatury w warunkach aktywacji diagnostycznego przepływu ciepła jest szczególnie istotna w fazie napromieniowania materiału strumieniem ciepła lampy halogenowej. Rejestrację zmian temperatury, na podstawie której określa się charakterystyki diagnostyczne, umożliwia kamera termowizyjna FLIR A-615 wraz z oprogramowaniem IRControl. Aktywację cieplną prowadzi się za pomocą układu lamp halogenowych, celem równomiernego nagrzewania całego badanego obszaru. Czas nagrzewania próbki jest regulowany za pomocą sterownika. Proces rejestracji zmian temperatury na powierzchni badanej powłoki jest realizowany po stronie powierzchni aktywowanej cieplnie.
Piec komorowy FCF –V50HC do obróbki cieplnej

Charakterystyka
Piec jest niezbędny w procesach obróbki plastycznej np. do przygotowania (nagrzewania) wsadu do odkształcenia plastycznego jak też realizację obróbki cieplnej (wyżarzanie, przesycanie) międzyoperacyjnej. Podstawowe dane techniczne pieca: Maksymalna temperatura pieca - 1300°C, Maksymalna temperatura pracy ciągłej - 1250°C, Moc pieca - 9,0 kW, Wymiary komory grzejnej szer. x wys. x głęb. - 250 x 250 x 800 mm
Przyrząd do badań tłoczności metodą Erichsena

Charakterystyka
Przyrząd Erichsena służy do badania tłoczności blach, taśm i bednarek celem sprawdzenia, czy tłoczność wybranego wyrobu odpowiada wymaganiom wynikającym z jego przeznaczenia, grubości oraz rodzaju i stanu materiału. Zasada próby tłoczności polega na powolnym wtłaczaniu kulisto zakończonego tłocznika stalowego w próbkę, umocowaną na matrycy i na pomiarze głębokości wytłaczanego wgłębnika w chwili wystąpienia w nim pęknięcia. Zakres stosowania tej próby obejmuje blachy, taśmy i bednarkę o grubości do 2mm i szerokości co najmniej 70mm (lecz nie większej niż 100 mm).
Twardościomierze, Brinella i Rockwella

Charakterystyka
Twardościomierz Brinella typ HP-250 - przyrząd do pomiaru twardości materiału metodą Brinella polegającą na przykładaniu wgłębnika w postaci kulki z węglików spiekanych z określoną siła do powierzchni badanego elementu. Pomiar powstałego odcisku pozwala na określenie twardości zgodnie ze skalą Brinella.
Twardościomierz Rockwella - przyrząd do pomiaru twardości materiału metodą Rockwella poprzez wtłaczanie wgłębnika w powierzchnię materiału. Urządzenie potrzebne np. podczas obróbki cieplnej części, do pomiaru twardości zastosowanego materiału itp. Maksymalne obciążenie pomiarowe 150 kg, opcje obciążenia 60, 100, 150 kg, obciążenie wstępne 10 kg. Stacjonarny twardościomierz z precyzyjnym mechanizmem ładującym dla zapewnienia niezawodnych pomiarów. Łatwo regulowane obciążenie testowe, ręczna metoda testowania: obciążenie, pomiar, zwolnienie. Następnie wartość twardości Rockwella jest wyświetlana bezpośrednio na zegarze.
Pracownia Przetwórstwa Materiałów Polimerowych

Pracownia Przetwórstwa Materiałów Polimerowych
Wtryskarka ENGEL Victory 80
Możliwości badawcze
Bezkolumnowa, hydrauliczna wtryskarka firmy ENGEL służąca do produkcji komponentów z tworzyw termoplastycznych. Wtryskarka wyposażona jest w formę z dwoma gniazdami, która wykorzystywana jest do produkcji znormalizowanych próbek przeznaczonych do przeprowadzania statycznej próby rozciągania. Urządzenie może pracować w trybie manualnym, półautomatycznym oraz automatycznym.
Maszyna wytrzymałościowa SHIMADZU Autograph AGX-V 10kN
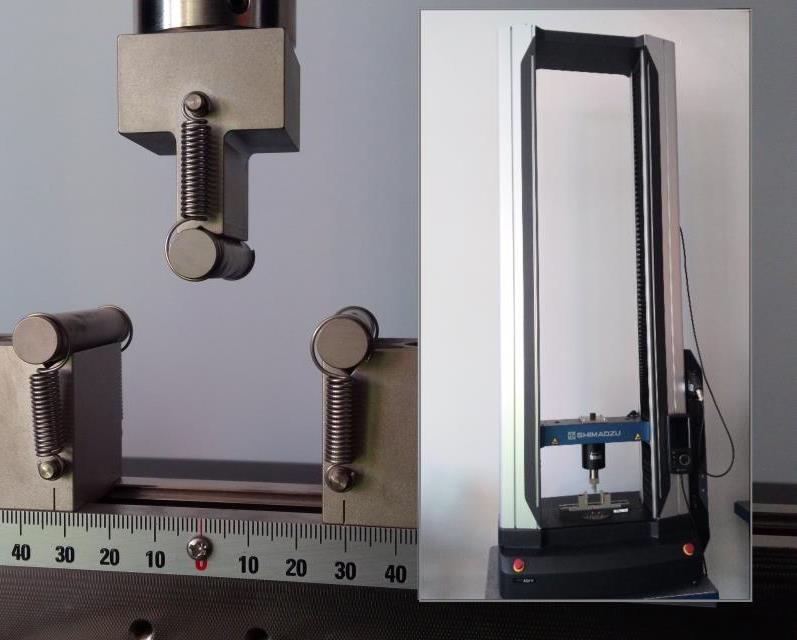
Możliwości badawcze
Precyzyjna maszyna wytrzymałościowa firmy SHIMADZU umożliwia przeprowadzanie testów wytrzymałościowych w zakresie do 10 kN. Urządzenie połączone jest z komputerem, który pozwala na archiwizację danych. Urządzenie wyposażone jest ponadto w szczęki pneumatyczne (badania w zakresie do 5 kN), szczęki zaciskane mechaniczne, zestaw do trójpunktowego zginania oraz mechaniczny ekstensometr stykowy.
Suszarka laboratoryjna SLW53STD

Możliwości badawcze
Urządzenie służące do suszenia granulatów, napełniaczy wykorzystywanych do produkcji materiałów kompozytowych oraz kondycjonowania wytworzonych materiałów. Urządzenie wyposażone jest w elektroniczny panel służący do programowania cyklu pracy. Maksymalna temperatura: 300oC.
Stanowisko do nanoszenia powłok

Możliwości badawcze
Stanowisko do nanoszenia powłok składa się z komory do napylania firmy Wolmal, sterownika Wagner EPG Sprint XE oraz pistoletu natryskowego Wagner PEM-X1. Stanowisko wykorzystywane jest w trakcie zajęć dydaktycznych do demonstracji procesu nanoszenia powłok z tworzyw sztucznych metodą napylania elektrostatycznego.
Przyrząd VEB Rauenstein EPGi

Możliwości badawcze
Urządzenie wykorzystywane do pomiarów odbojności.
Waga analityczna Adventurer Pro AV264CM

Możliwości badawcze
Urządzenie pozwala na pomiar masy z dokładnością do 0,0001 g. Wykorzystywana jest między innymi do wyznaczania gęstości materiałów.
Zgrzewarka KmT160

Możliwości badawcze
Zgrzewarka KmT 160 z napędem hydraulicznym wykorzystywana jest w trakcie zajęć dydaktycznych do demonstracji procesu zgrzewania metodą doczołową rur wykonanych z materiałów termoplastycznych.
Stanowisko do termoformowania

Możliwości badawcze
Stanowisko składające się z aparatu próżniowego, płyty grzewczej oraz pompy próżniowej wykorzystywane jest w trakcie zajęć dydaktycznych do demonstracji procesu termoformowania.
Pracownia Obróbki Plastycznej Metali

Pracownia Obróbki Plastycznej Metali
Ciągarka ławowa łańcuchowa jednożyłowa o maksymalnej sile ciągnienia 50 kN

Możliwości badawcze
Ciągarki ławowe przeznaczone są do ciągnienia prostych odcinków prętów, kształtowników i rur o długościach dochodzących do kilkudziesięciu metrów.
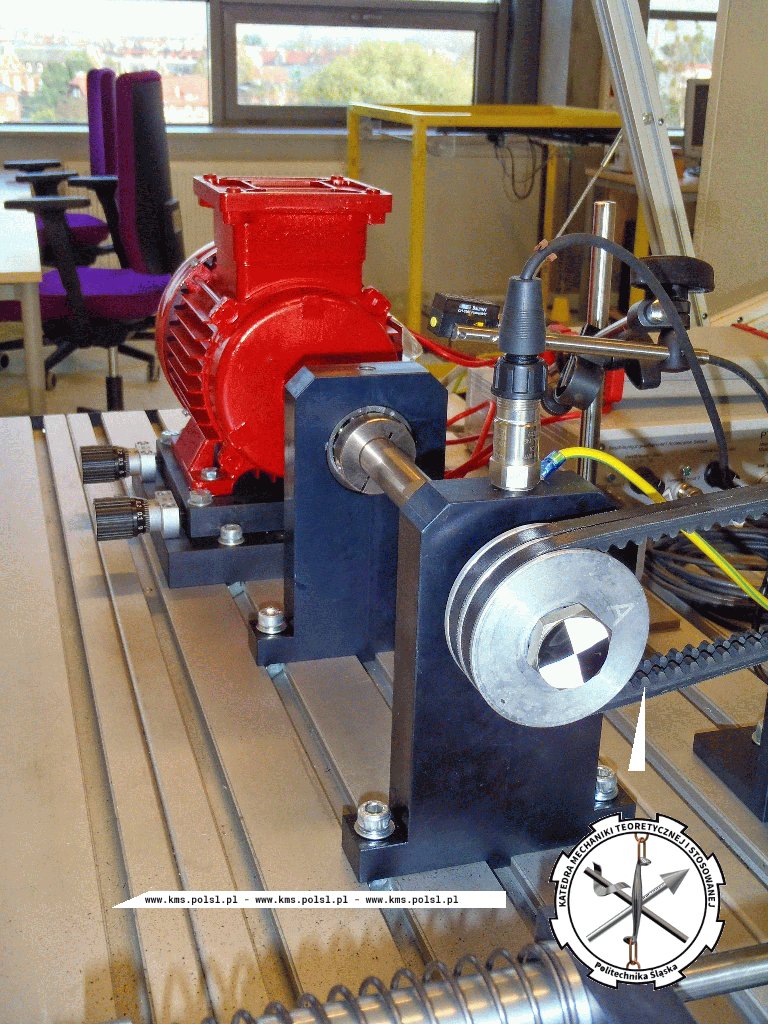
Ciągarka jednobębnowa

Możliwości badawcze
Ciągarki bębnowe przeznaczone są do ciągnienia w kręgach drutów oraz rur o małych wymiarach przekrojów porzecznych i o praktycznie dowolnych długościach. Ciągarek jednobębnowych używa się do ciągnienia drutów o większych średnicach: 6 - 16 mm. Stosowane prędkości ciągnienia wynoszą 0,3-4,0 m/s.
Dwuwalcowa walcarka laboratoryjna duo-nawrotna
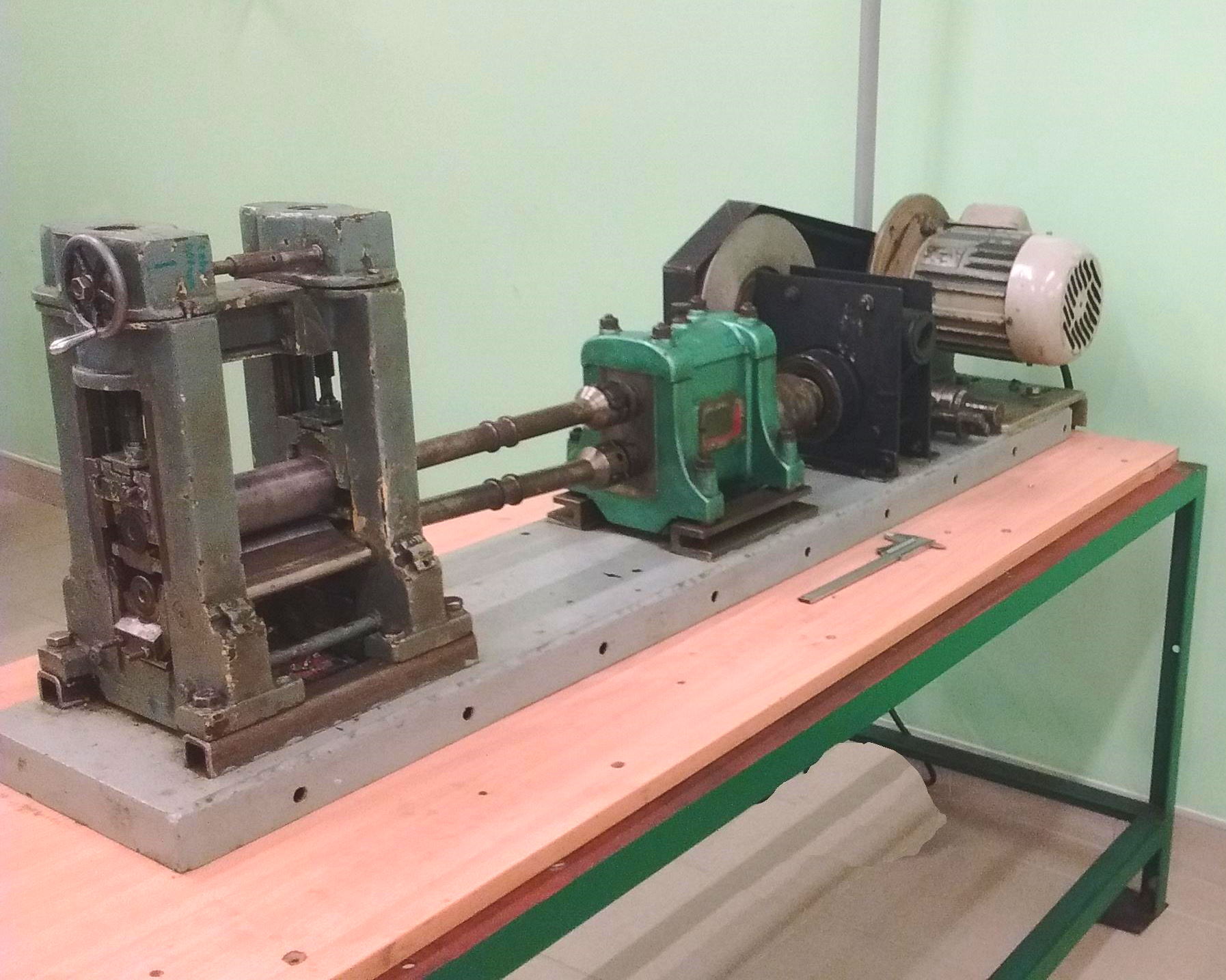
Charakterystyka
Walce o średnicy 46,7 mm są ułożyskowane ślizgowo w panewkach. Dolny walec jest nienastawny, natomiast położenie górnego walca reguluje się za pomocą śrub nastawczych, napędzanych ręcznie poprzez sprzężenie wspólnym walcem dwóch przekładni ślimakowych. Po doprowadzeniu do równoległości obu walców przez opuszczenie górnego walca na dolny, nastawia się odpowiedni rozstaw miedzy nimi przez równoczesny obrót obu śrub. Napęd z silnika przekazywany jest poprzez przekładnię pasową, reduktor o przełożeniu 1:14 i sprzęgło sztywne do klatki walców zębatych, a następnie przez łączniki przegubowe na walce robocze.
Zaostrzarka walcowa do rur i prętów ciągnionych na zimno
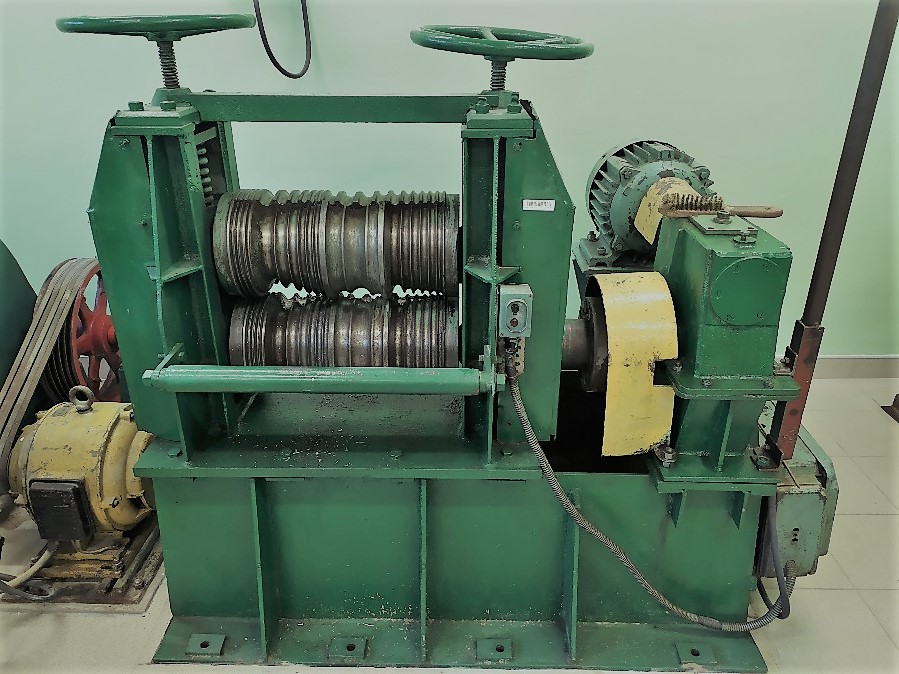
Charakterystyka
Zaostrzanie materiału odbywa się między dwoma profilowymi walcami, które wykonują ciągły ruch obrotowy o przeciwnym kierunku w ten sposób, że włożony między walce drut do wykroju luzującego jest wypychany z powrotem przez wykrój zgniatający. Podczas jednego cyklu zgniatania, tj. włożenie drutu do wykroju luzującego i wypchnięcie go przez wykrój zgniatający następuje ścienienie wsadu oraz utworzenie się podłużnej wypływki (rąbka). Aby otrzymać ścieniony koniec o przekroju kołowym, należy po każdym cyklu zgniatania drut obracać o kąt około 90. Zaostrzanie przeprowadza się odcinkami o długości w granicach do 150 mm. Długość zaostrzonego końca powinna wynosić od 20 do 300 mm, w zależności od średnicy lub wymiarów przekroju poprzecznego. W celu zaostrzenia końcówki wsadu należy ścienianie przeprowadzić w kilku wykrojach rozpoczynając od wykroju największego.

Laboratoria i Pracownie
- Pracownia Badań Właściwości Mechanicznych Układów Fizycznych
- Pracowania Biomechatroniki i Biomanipulatorów
- Pracownia Obróbki Plastycznej Metali
- Pracownia Metod Szybkiego Prototypowania
- Pracownia Analizy Modalnej
- Pracownia Analizy i Przetwarzania Sygnałów w Układach Mechatronicznych



