





Pracownia Obróbki Plastycznej Metali
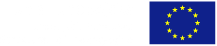
Ciągarka ławowa łańcuchowa jednożyłowa o maksymalnej sile ciągnienia 50 kN

Możliwości badawcze
Ciągarki ławowe przeznaczone są do ciągnienia prostych odcinków prętów, kształtowników i rur o długościach dochodzących do kilkudziesięciu metrów.
Ciągarka jednobębnowa

Możliwości badawcze
Ciągarki bębnowe przeznaczone są do ciągnienia w kręgach drutów oraz rur o małych wymiarach przekrojów porzecznych i o praktycznie dowolnych długościach. Ciągarek jednobębnowych używa się do ciągnienia drutów o większych średnicach: 6 - 16 mm. Stosowane prędkości ciągnienia wynoszą 0,3-4,0 m/s.
Dwuwalcowa walcarka laboratoryjna duo-nawrotna
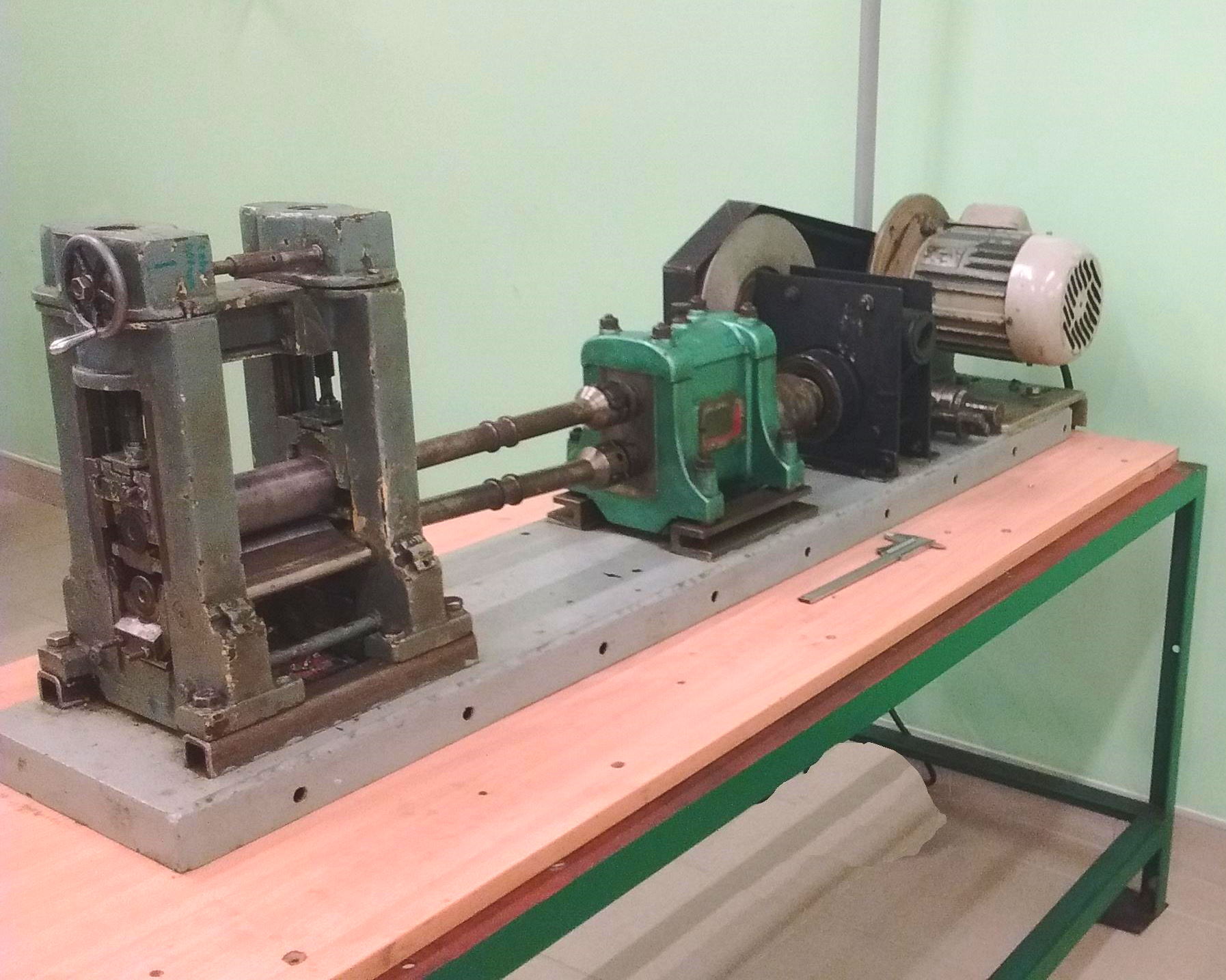
Charakterystyka
Walce o średnicy 46,7 mm są ułożyskowane ślizgowo w panewkach. Dolny walec jest nienastawny, natomiast położenie górnego walca reguluje się za pomocą śrub nastawczych, napędzanych ręcznie poprzez sprzężenie wspólnym walcem dwóch przekładni ślimakowych. Po doprowadzeniu do równoległości obu walców przez opuszczenie górnego walca na dolny, nastawia się odpowiedni rozstaw miedzy nimi przez równoczesny obrót obu śrub. Napęd z silnika przekazywany jest poprzez przekładnię pasową, reduktor o przełożeniu 1:14 i sprzęgło sztywne do klatki walców zębatych, a następnie przez łączniki przegubowe na walce robocze.
Zaostrzarka walcowa do rur i prętów ciągnionych na zimno
Charakterystyka
Zaostrzanie materiału odbywa się między dwoma profilowymi walcami, które wykonują ciągły ruch obrotowy o przeciwnym kierunku w ten sposób, że włożony między walce drut do wykroju luzującego jest wypychany z powrotem przez wykrój zgniatający. Podczas jednego cyklu zgniatania, tj. włożenie drutu do wykroju luzującego i wypchnięcie go przez wykrój zgniatający następuje ścienienie wsadu oraz utworzenie się podłużnej wypływki (rąbka). Aby otrzymać ścieniony koniec o przekroju kołowym, należy po każdym cyklu zgniatania drut obracać o kąt około 90. Zaostrzanie przeprowadza się odcinkami o długości w granicach do 150 mm. Długość zaostrzonego końca powinna wynosić od 20 do 300 mm, w zależności od średnicy lub wymiarów przekroju poprzecznego. W celu zaostrzenia końcówki wsadu należy ścienianie przeprowadzić w kilku wykrojach rozpoczynając od wykroju największego.



